 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Introduktion af trådtræksdysehulstrukturen
Introduktion af trådtræksdysehulstrukturen
Introduktion af trådtræksdysehulstrukturen
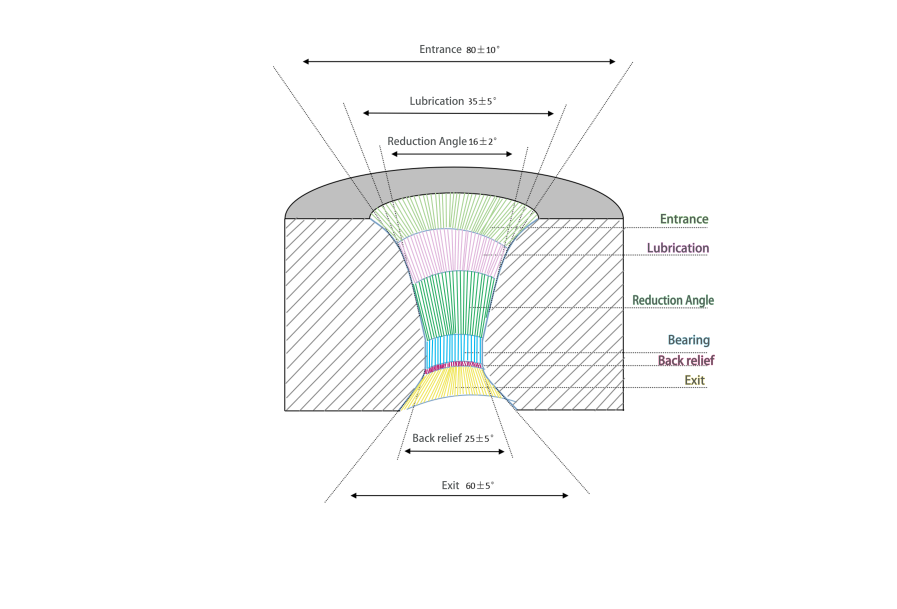
Indgangszone : Tegningsmaterialer kommer ind i matricerne gennem dette område. Generelt er det en bue for at undgå, at tegnematerialer bliver ridset af matricerne.
Smørezone: Det er til smøremiddelopbevaring og smøremateriale til at trække materiale, som er befordrende for jævn trækning.
Reduktionszone: Det er en plastisk deformationszone til metaltegning, hvis nøgledimension er længde og vinkel. Mindre længde vil få trækmetal til at forårsage mere tryk til reduktionszonen. Dette vil øge trækspændingen betydeligt og fremskynde sliddet af matricerne, hvilket vil påvirke trækeffekten. Reduktionszonelængden er forskellig i forskelligt tegnemateriale, diameter og smøring. Udvælgelsesprincippet er: 1) længden skal være kortere ved trækning af blød metaltråd sammenlignet med trækning af hård metaltråd; 2) længden skal være kortere ved at tegne ledning med lille diameter sammenlignet med ledning med stor diameter; 3) længden skal være kortere i våd tegning sammenlignet med tørtrækningsreduktionszonevinkel: større vinkel vil øge trækstyrken og hårdheden af tegnematerialet, mens det vil mindske bøjningen og vridningen. Vinklen i reduktionszonen skal være mindre i trækstål, mens den bør være større ved trækning af ikke-jernholdigt metal og carbid.
Lejelængde: Tegningsmateriale får sin endelige størrelse gennem lejelængde, Lejelængde af forskellig hårdhed og sektion i træk, sektion materiale. Hvis lejelængden er for lang, vil det øge friktionen, hvilket øger matricetemperaturen og derefter påvirker matricens levetid. Det vil også øge trækspændingen, som forårsager en stigning i krympningshastigheden og brudhastigheden ved trækning såvel som pulverforbrug; hvis lejelængden er for kort, vil lejeændringer påvirke den færdige størrelse på tegningen.
Generelt 1) er lejelængden kortere ved trækning af blødt metalmateriale sammenlignet med trækning af hårdt metalmateriale; 2) lejelængden skal være kortere ved trækning af ledning med lille diameter sammenlignet med ledning med stor diameter; 3) lejelængden skal være kortere ved vådtrækning sammenlignet med tørtrækning.
Rygaflastning og udgang: Udgang er den sidste del, hvor tegnemateriale forlader matricerne. Det er for at beskytte lejelængden mod revner. Udgangen bør ikke være for kort, ellers vil stikkontakten let blive brudt; rygaflastning betyder, at trækmetal ikke vil ridse udgangen og påvirke trådkvaliteten; under justering af matricerne skal den skarpe del, der forbinder udgangen og lejet, slibes til en bue for at undgå, at tråden bliver ridset, når den passerer gennem matricerne.

Wire China 2024
Vi deltager i Wire China 2024 i Shanghai.
Læs mereRollen af SOLID STRANDING DIES og dens anvendelse i industriel produktion
SOLID STRANDING DIES, det vil sige solid stranding die, er et uundværligt og vigtigt værktøj i wire- og kabelproduktionsindustrien. Nu vil jeg introducere rollen som SOLID STRANDING DIES og dens anvendelse i industriel produktion.
Læs mereOm barbering peeling dies
Om barbering peeling dies' anvendelse
Læs mere