Dansk
 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos








Bunching stranding tråd solide stranding matricer
Trådtrækning udføres ved at føre metaltråden gennem hullet i trådtræksmatricen og påføre en trækkraft på tråden ved udgangssiden af matricen. Tråden trækkes sammen og klemmes i matricehulrummet og bliver gradvist tyndere, og dens hastighed øges nær udgangen af matricehullet. Da trådens volumen er konstant, gør faldet i tværsnit den strakt. I midten er der et hul af en bestemt form, såsom runde, firkantede, ottekantede eller andre specielle former. Når metallet trækkes gennem matricehullet, bliver størrelsen mindre, og endda formen ændrer sig.
Produkt beskrivelse
strengetråds solide strandingsmatricer
Bunding af strengetråde, faste tråde
| Produktnavn | Multi-Wire Diamond Dies; PCD trådtræksmatricer; PCD Tegning Dies; Diamanttegningsmatricer |
| Hulstørrelser | 0,100-16,000(mm); 0,0039-0,6260(tommer) |
| Diamantserie | Compax, Sumidia, De Beers. |
| Fordele | Lavet af højkvalitets formkerne, det har fordelene ved ensartet tekstur, stærk slidstyrke, høj finish, høj præcision og lang levetid, overfladefinishen og nøjagtigheden af valsetråd kan sikres under langvarig trådtrækning. |
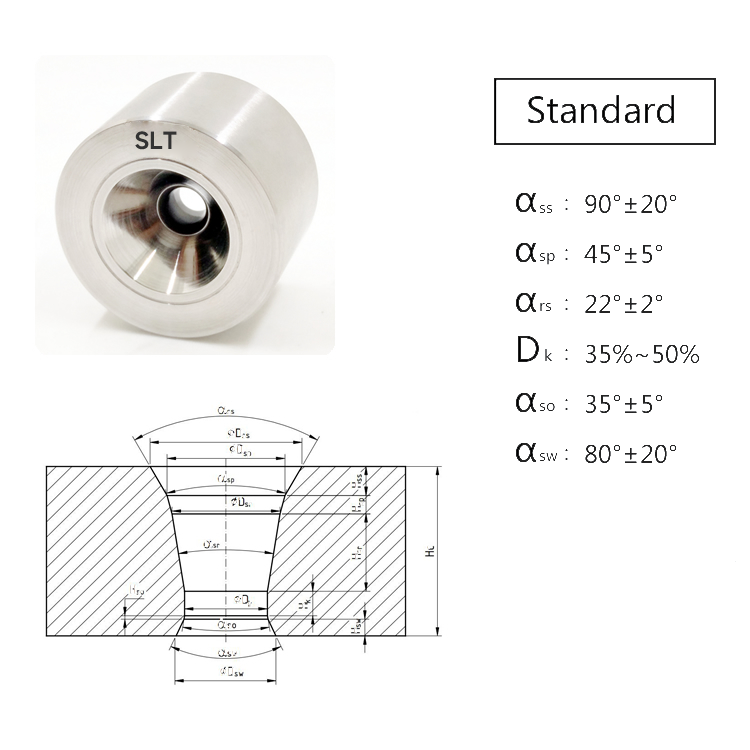
| α(ss)indgang | Indløbsområdet er poleret, så sugevæsken kan cirkulere jævnt |
| α(sp)tilgang | Smøreområdet er fint poleret, så wiren let kan blive for stor |
| α(rs)reduktion | Arbejdsområdet kan reducere trækkraften, og ændringspunktkontakten er vinkeltegning ansigt til ansigt, hvilket reducerer friktion og matriceslid. Den deformerede struktur er mere rimelig og stabil. Den øverste linje kan tegnes jævnt, når den indkommende linje bliver tykkere eller tyndere. |
| d(k)leje | Det faste kædeområde kan sikre den præcise diameter, glathed og urundhed af tråden i lang tid. |
| α(so)rygaflastning | Sikkerhedsvinklen kan sikre, at ledningen trækkes uden ridser, og den forventede levetid har en tendens til at være længere. |
| α(sw)Afslut | Uddybningen af udløbet kan i høj grad understøtte udløbets trækspænding. |
Trådtrækning udføres ved at føre metaltråden gennem hullet i trådtræksmatricen og påføre en trækkraft på tråden ved udgangssiden af matricen. Tråden trækkes sammen og klemmes i matricehulrummet og bliver gradvist tyndere, og dens hastighed øges nær udgangen af matricehullet. Da trådens volumen er konstant, gør faldet i tværsnit den strakt. I midten er der et hul af en bestemt form, såsom runde, firkantede, ottekantede eller andre specielle former. Når metallet trækkes gennem matricehullet, bliver størrelsen mindre, og endda formen ændres.
Det bedste materiale afhænger af den tråd, du trækker, og den mængde, du trækker. Kontakt os for at hjælpe dig med at vælge den mest økonomiske løsning og reducere de samlede ejeromkostninger for dine tegnematricer.
Tolerance
|
Diameter (tommer)
|
Diameter (mm)
|
Tolerance(mm)
|
Rundhed (mm)
|
|
≤0,00157
|
≤0,040
|
0,0003
|
0,0002
|
|
0,00158-0,00393
|
0,041-0,099
|
0,0005
|
0,0003
|
|
0,00394-0,01968
|
0,100-0,499
|
0,001
|
0,0005
|
|
0,01969-0,03936
|
0,500-0,999
|
0,0015
|
0,0008
|
|
0,03937-0,05905
|
1.000-1.499
|
0,002
|
0,001
|
|
0,05906-0,08661
|
1.500-2.199
|
0,003
|
0,0015
|
|
0,08662-0,12992
|
2.200-3.299
|
0,004
|
0,002
|
|
0,12993-0,18110
|
3.300-4.599
|
0,005
|
0,0025
|
|
0,18111-0,22834
|
4.600-5.799
|
0,006
|
0,003
|
|
0,22835-0,29921
|
5.800-7.599
|
0,007
|
0,0035
|
|
0,18111-0,41338
|
4.600-10.499
|
0,008
|
0,004
|
PCD-stik med Sumidia PCD-emner
|
tommer
|
mm
|
ADDMA
|
Maksimal diameter
|
|
0,0039-0,0157
|
0,100-0,400
|
D6
|
0,5
|
|
0,0079-0,0315
|
0,200-0,800
|
D12
|
1.0
|
|
0,0079-0,0315
|
0,200-0,800
|
D12
|
0,8
|
|
0,0197-0,0591
|
0,500-1,500
|
D15
|
1,5
|
|
0,0197-0,0709
|
0,500-1,800
|
D15
|
1,8
|
|
0,0315-0,0787
|
0,800-2,000
|
D18
|
2.0
|
|
0,0315-0,0906
|
0,800-2,300
|
D18
|
2,3
|
|
0,0472-0,1378
|
1.200-3.500
|
D21
|
3,5
|
|
0,0591-0,1811
|
1.500-4.600
|
D24
|
4,6
|
|
0,1299-0,2126
|
3.300-5.400
|
D27
|
5,4
|
|
0,1299-0,2283
|
3.300-5.800
|
D27
|
5,8
|
|
0,2008-0,2992
|
5.100-7.600
|
D30
|
7,6
|
|
0,3150-0,4134
|
8.000-10.500
|
D33
|
10,5
|
|
0,3150-0,5000
|
8.000-12.700
|
D36
|
12,7
|
Kornstørrelserne F S M C E er tilgængelige.

Produktsortiment
|
mm
|
tommer
|
ND
|
SSCD
|
PCD
|
TC
|
|
0,012-0,049
|
0,0005-0,0019
|
●
|
●
|
|
|
|
0,050-0,099
|
0,0019-0,0039
|
●
|
●
|
|
|
|
0,100-0,599
|
0,0039-0,0236
|
●
|
●
|
●
|
●
|
|
0,600-2,099
|
0,0236-0,0826
|
●
|
|
●
|
●
|
|
2,1-15,9
|
0,0827-0,6260
|
|
|
●
|
●
|
|
16,0-35,0
|
0,6260-1,3780
|
|
|
|
●
|
Multi-Wire Diamond Drawing Dies
Fabrikspris Diamond Wire Drawing Dies; Multi-Wire PCD Wire Drawing Dies med lang levetid
Trådtrækkematricen er et meget vigtigt og forbrugsprodukt, der bruges af forskellige metaltrådsproducenter til at trække ledninger. Anvendelsesområdet for trådtrækkematricer er meget bredt, hovedsageligt brugt til at tegne lige og vanskeligt bearbejdede genstande såsom stænger, tråde, ledninger, rør osv., og generelt velegnet til at tegne bearbejdningsoperationer af metal og legeringsmaterialer som f.eks. stål, kobber, wolfram, molybdæn osv. . Da omkostningerne ved trådtrækningsmatricen kan nå mere end halvdelen af trådtrækningsomkostningerne, er det primære problem, som metaltrådsproduktionsenheder hurtigst muligt skal løse, hvordan man kan reducere forbrugsomkostningerne for trådtræksmatricen og øge dens levetid.
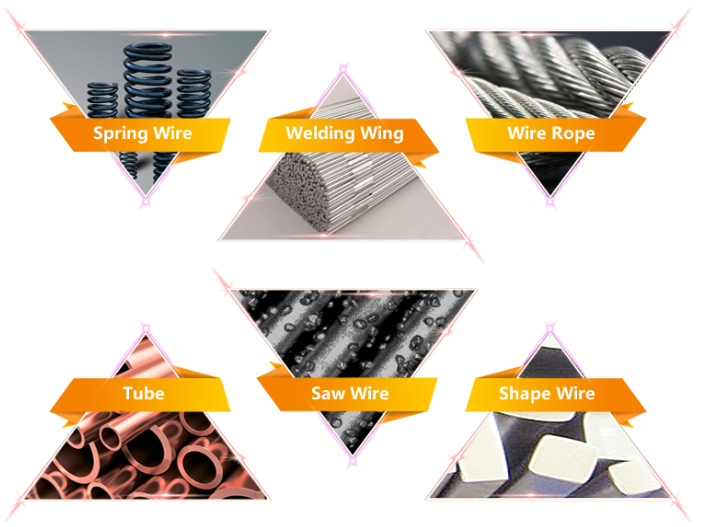
Wire Drawing Dies har en bred vifte af anvendelser, såsom: højpræcisionstråde, der bruges i elektroniske enheder, radarer, fjernsyn, instrumenter og rumfart, såvel som almindeligt anvendte wolframtråde, molybdæntråde, rustfri ståltråde, tråd og kabeltråde og diverse legeretråde, som alle er lavet af diamant Det trækkes af en trådtræksmatrice. På grund af brugen af naturlig diamant som råmateriale har diamanttrådstrækmatricen stærk slidstyrke og ekstrem lang levetid.

